At HMC, we have many years of experience in the investment casting industry. We produce investment castings from both ferrous and non-ferrous metals in the required specifications for medical, aerospace, and other critical industry applications at our foundry.
Investment Casting Process Steps at HMC
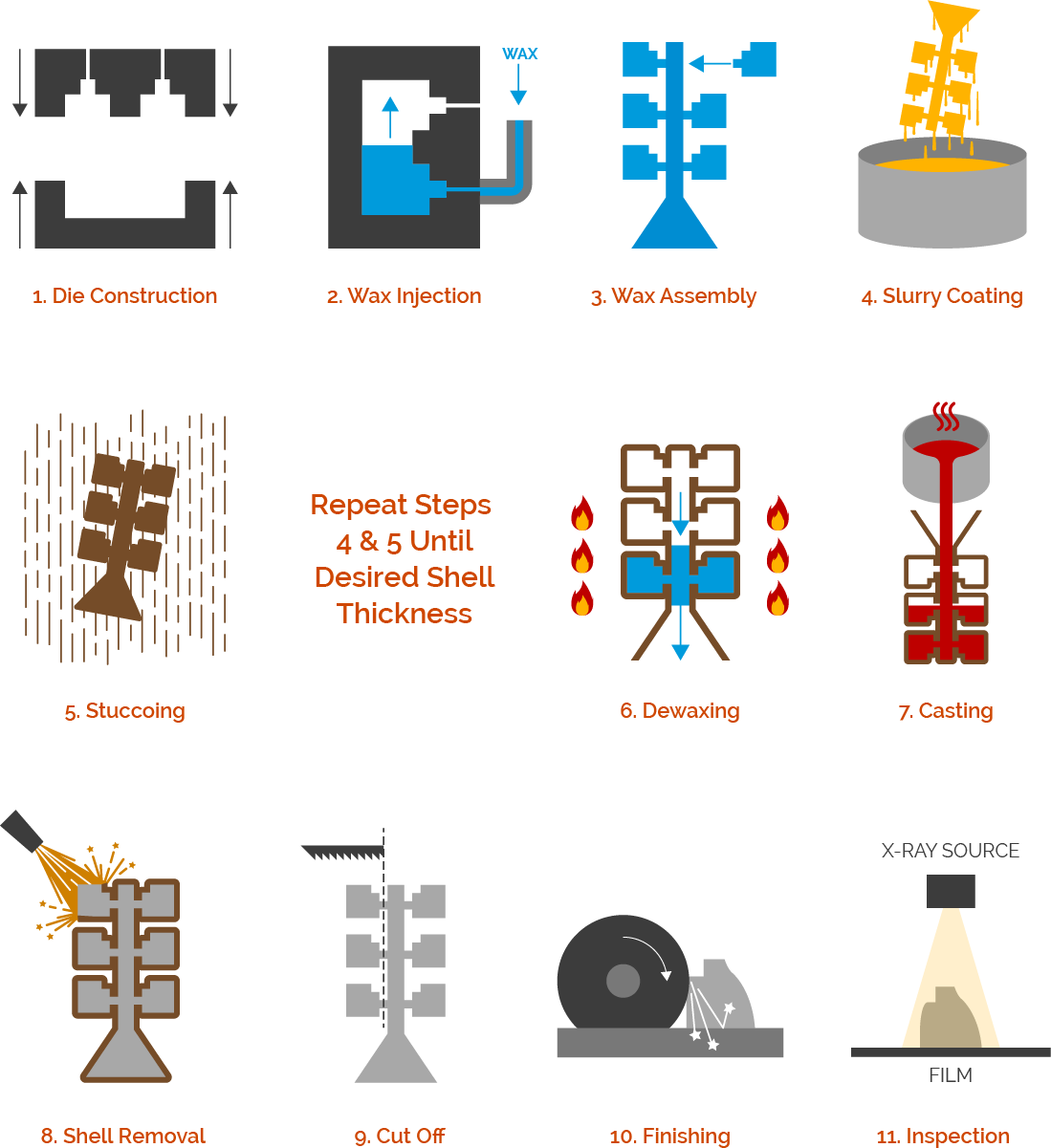
The following steps are what we follow to produce parts with complex geometries and intricate details.
- Create wax pattern: A pattern that replicates the finished part geometry is made using one of two primary methods:
- Build a wax injection die
- 3D print pattern
- If a wax injection die will be used, the first step involves designing and building a metal die from Aluminum. This die creates a wax replica of the desired part by injecting melted wax under high pressure into the cavity. The die can be made as a simple one cavity manual tool or a complex multi-cavity automatic tool depending on volume requirements.
- If a 3D printed pattern will be used, a CAD model which contains the part geometry is sent to a printer and the part is printed.
- Wax Assembly: Next, the wax patterns are assembled onto runners and into a finished tree which is ready to be dipped.
- Slurry Coating: The assembly is then dipped into a high-grade ceramic slurry to build a ceramic shell around the wax tree.
- Stuccoing: After the slurry coating is done, particles of sand are dropped onto the surface of the wet tree assembly. This helps to thicken and strengthen the layer of coating on the wax assembly surface.
- Repeat Steps 5 and 6: Repeat steps 5 and 6 until the assembly achieves the desired shell thickness. The assembly is then allowed to set and dry.
- Dewaxing: The wax inside the newly built shell is now removed. Dewaxing is done using a steam-dewaxing autoclave or flash fire furnace.
- Casting: Now the desired molten metal is poured into the pre-heated mold cavity.
- Cooling: The mold then sits to allow the molten metal to cool and solidify which then becomes the final casting.
- Shell Removal: The shell material is then removed through processes hammer knockout, vibration, and steel grit blasting.
- Cut Off: The finished parts are then cut free from the gating and runner system.
- Finishing: Various finishing techniques are then employed including grinding, sand blasting and coating to achieve the final surface needed.
- Testing: Once the finishing operations are done, the parts are inspected for surface and sub-surface defects. Visual and fluorescent penetrate inspection is done for surfaces and X-ray is employed for sub-surface defect identification.
Applications
We are proud to produce complex investment cast parts with superior surface finishes in the industry’s fastest lead-times for the following markets:
- Aerospace
- Defense
- Medical
- Electronics
- Automotive
- Oil and Gas
- Agriculture
- Commercial
Unit – 2 - HMC
- Investment casting foundry established in 2017 with Capacity of 250 tone / year
- Mainly caters to industrial valve, pump, defense & automotive sector
- Weight range: 0.050 to 100 kg/piece
Casting Process Comparison Chart
| Process | Investment (Lost Wax) |
Green Sand | Dry Sand (Chemical or Vapor Cure) |
Permanent Mold (Gravity Die Casting) |
Die Casting |
|---|---|---|---|---|---|
| Metals Cast | Nearly all ferrous and non-ferrous alloys | Wide range of ferrous and non-ferrous alloys | Wide range of ferrous and non-ferrous alloys | Nonferrous alloys (Al, Zn, Mg, certain Cu), some Fe | Nonferrous alloys only (Al, Zn, Cu, Mg, Sn, Pb) |
| Complexity of Shape | 4 (Greatest) | 3 | 3 | 2 | 1 (Least) |
| Casting Weight | Ounces to 250 gram. | Ounces to Tons | Ounces to Tons | Ounces to 250 gram. | Ounces to 40 gram. |
| Min. Section Thickness | 0.020″-0.080″ | 0.125″-0.250″ | 0.060″-0.250″ | 0.060″-0.250″ | 0.025″-0.080″ |
| Linear Dimensional Tolerances | Under 1″: +/-0.005″. Over 1″ add +/- 0.003 in.in | +/- 0.015-0.250 in Add +/- 0.015″-0.250″ across parting plane | +/-0.020-0.060 in. Add +/- 0.020″-0.060″ across parting plane | Under 1″: +/- 0.010. Over 1″ add +/- 0.002 in/in. Add +/-0.015-0.060″ across parting plane | +/-0.0015-0.005 in Add +/-0.001″-0.005″ across parting plane |
| Surface Finish (Micro Inches) | 63-125 | 150-500 | 150-250 | 150-350 | 32-63 |
| Tooling Costs | Low-to-Moderate | Low | Low | Moderate | High |
| Optimum Lot Size | Small-to-Medium depending on degree of process mechanization | Small-to-large depending on degree of process mechanization | Small-to-medium depending on degree of process mechanization | Medium | Large |
| Draft Required | None | 1-5 degrees | 1-3 degrees | 2-5 degrees | 1/2 to 2 degrees |
| Advantages | No Parting Plane. Accommodates nearly all metals. Near-net-shape castings require minimal machining. | High production rates possible through mechanization | Moisture-free mold | Mold life of 15,000 cycles or more depending upon pouring temperature of metal and upon casting specs. Both metal and sand cores are used. | Mold life from 15,000 cycles depending upon pouring temperature of metal and upon casting specs. Near-net-shape castings require minimal machining. |
| Disadvantages | Mold is not reusable. Mold materials not reusable. Process is labor and energy intensive | Mold is not reusable. | Mold is not reusable. | Some shapes cannot be cast. | Sealing may be required to achieve pressure or leak tight castings. Metal cores only. Sand cores cannot be used. |
Clients
With the help of our quality policy the company has few of the reputed client's to our credit with areas under.
 Industrial valve
Industrial valve
 Process pump
Defense
Process pump
Defense
 Power plant equipment
Power plant equipment
 Boilers & turbine parts
Boilers & turbine parts
 Pumping station parts
Pumping station parts
 Aero space
Aero space
 Marine
Marine
 Automobiles
Automobiles
 Hardware
Hardware
 Medical implants
Medical implants
 Textile industries
Textile industries
Testimonials
Sed tamen tempor magna labore dolore dolor sint tempor duis magna elit veniam aliqua esse amet veniam enim export quid quid veniam aliqua eram noster malis nulla duis fugiat culpa esse aute nulla ipsum velit export irure minim illum fore
 Proin iaculis purus consequat sem cure digni ssim donec porttitora entum suscipit rhoncus. Accusantium quam, ultricies eget id, aliquam eget nibh et. Maecen aliquam, risus at semper.
Proin iaculis purus consequat sem cure digni ssim donec porttitora entum suscipit rhoncus. Accusantium quam, ultricies eget id, aliquam eget nibh et. Maecen aliquam, risus at semper.


Saul Goodman
Ceo & Founder
Export tempor illum tamen malis malis eram quae irure esse labore quem cillum quid cillum eram malis quorum velit fore eram velit sunt aliqua noster fugiat irure amet legam anim culpa.

Sara Wilsson
Designer
Enim nisi quem export duis labore cillum quae magna enim sint quorum nulla quem veniam duis minim tempor labore quem eram duis noster aute amet eram fore quis sint minim.

Jena Karlis
Store Owner
Fugiat enim eram quae cillum dolore dolor amet nulla culpa multos export minim fugiat minim velit minim dolor enim duis veniam ipsum anim magna sunt elit fore quem dolore labore illum veniam.

Matt Brandon
Freelancer
Quis quorum aliqua sint quem legam fore sunt eram irure aliqua veniam tempor noster veniam enim culpa labore duis sunt culpa nulla illum cillum fugiat legam esse veniam culpa fore nisi cillum quid.
